SLS
Szelektív lézer szinterező (SLS) laboratórium
L2/2
Laborvezető: Hatos István, egyetemi tanársegéd
E-mail: hatos@sze.hu
Látogasson el új honlapunkra, ahol még több részletet tudhat meg a DMLS technológiáról, laborunkról, munkáinkról vagy vegye fel a kapcsolatot valamelyik kollégánkkal, akik készséggel állnak a rendelkezésére! www.metalprinting.hu
DMLS (Direct Metal Laser Sintering), fémporok lézeres szinterezése
Az úgynevezett gyors prototípusgyártó (Rapid Prototyping, RP) eljárások közül ma már igen sok módszer ismert, és az ipari gyakorlatban is széles körben alkalmazott. Ezen eljárások közös ismérve, hogy a bonyolult, komplex 3D modelleket rétegről rétegre építik fel az adott modell szeletelésével, és a vékony kb. 0,02-0,15 mmvastagságú szeletek egymásra építésével.
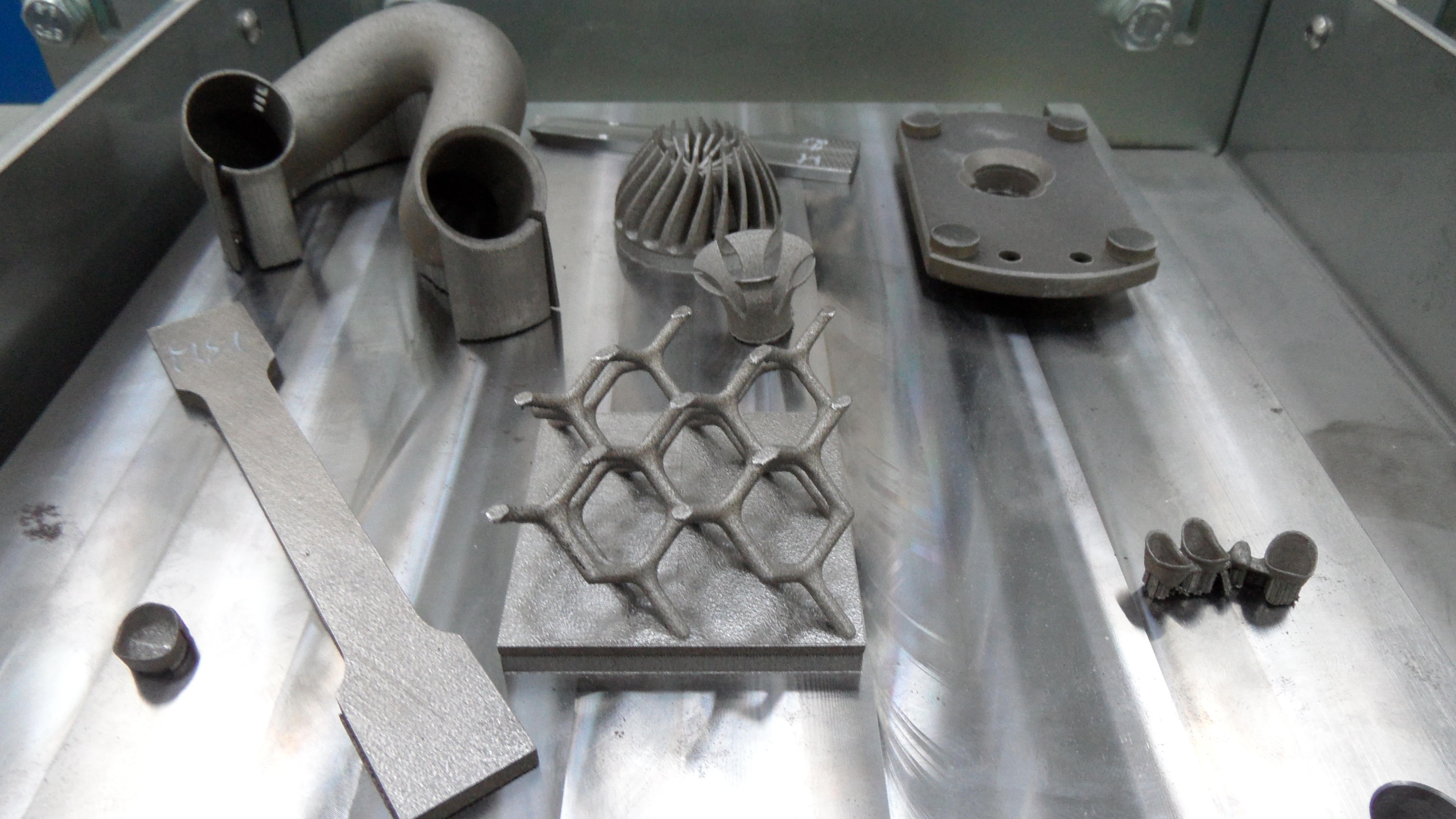
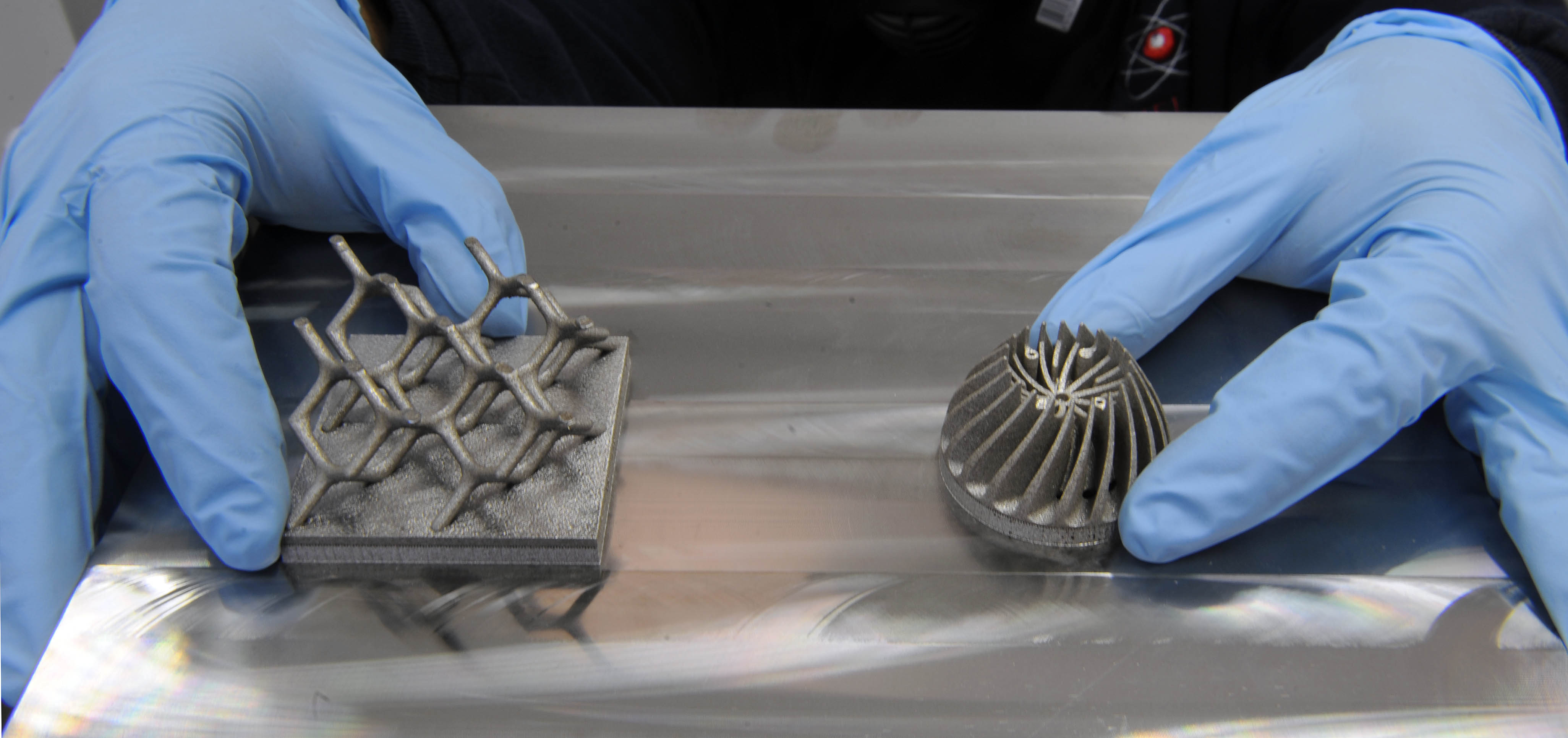
A DMLS technológia segítségével 3D modelleket tudunk létrehozni fémporokból fizikai test formájában gyors és egyszerű módon szerszámok nélkül. Az (fel)építés során rétegről-rétegre terített porszemcséket olvasztunk össze egy koncentrált nagy energiájú, pásztázó lézernyaláb felhasználásával. Minden egyes rétegnél csak azon területeken történik a fémpor szemcsék összeolvadása, ahol a modell adott magasságban lévő szelete azt megkívánja.
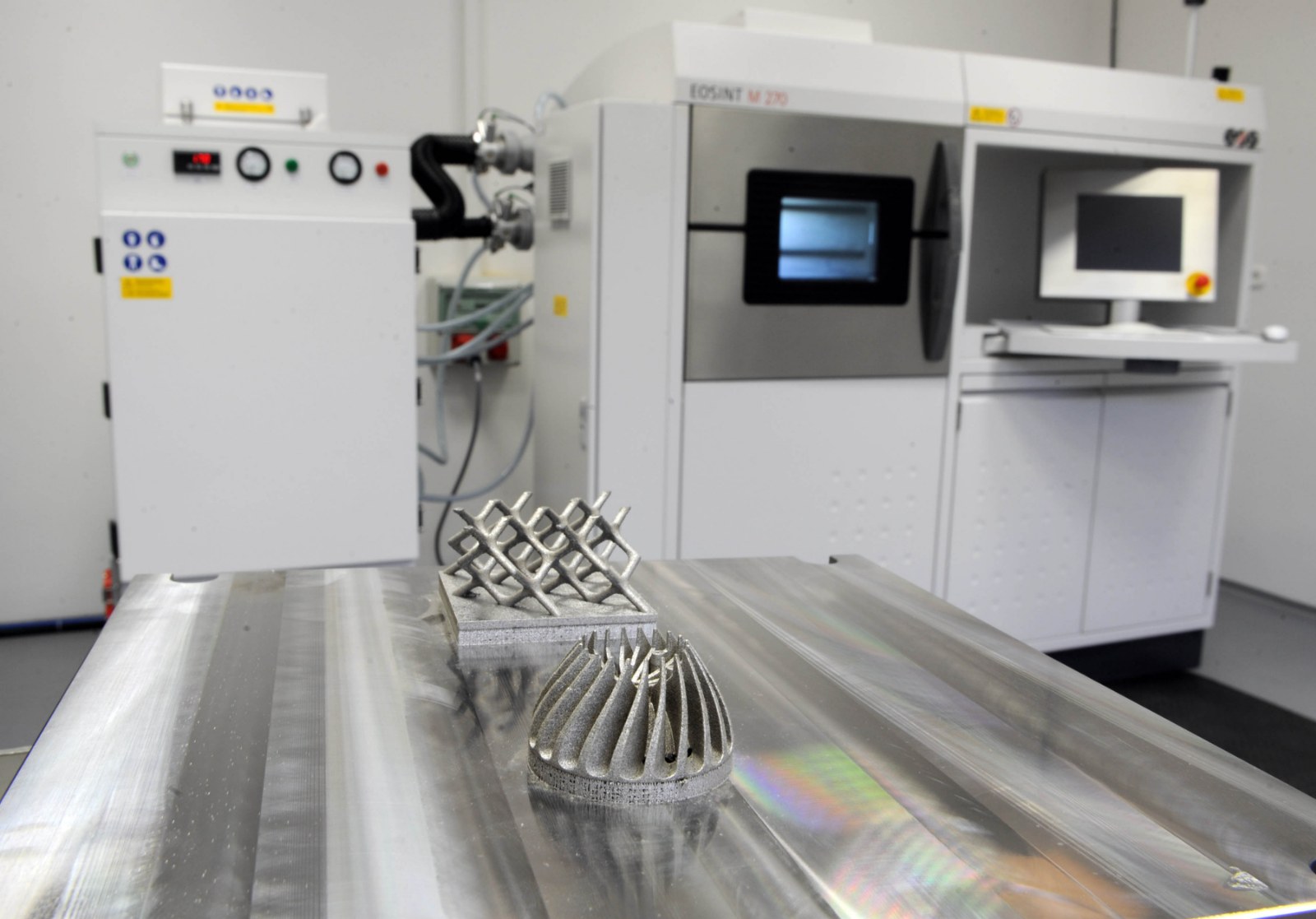
Az alábbi rövid videón megtekintheti a berendezést és az építési folyamatot.
A szinterezés utáni mechanikai tulajdonságok lényegében megegyeznek a hagyományos úton előállított, azonos összetételű kereskedelmi forgalomban kapható ötvözetek tulajdonságaival. Az épített alkatrésze a hagyományos anyagokéval megegyező módon hőkezelhető, forgácsolható, hegeszthető és bevonatolható.
Az építési pontosság (geometria függő): 0,02-0,05 mm
Az építés utáni felületi érdesség: ~Rz 25 µm
Vállaljuk alkatrészek gyártását különféle fémporokból 3D modell alapján.
Elérhetőség: hatos@sze.hu
A szinterező ismertetése
- Típus: EOSINT M270
- Munkatér: 250x250x215 mm
- Lézer teljesítmény: 200 W
Rendelkezésre álló fémporok
-
Maraging Steel Ms1
Eredetileg a repülőgép ipar számára fejlesztett anyag, de ideálisan használható szerszámgyártáshoz (DirectTooling). Fröccsöntő szerszámok esetén lehetőség van formakövető belső 3D hűtőrendszer kialakítására.

Formakövető belső hűtőkört tartalmazó szerszámbetét építés utáni állapotban.
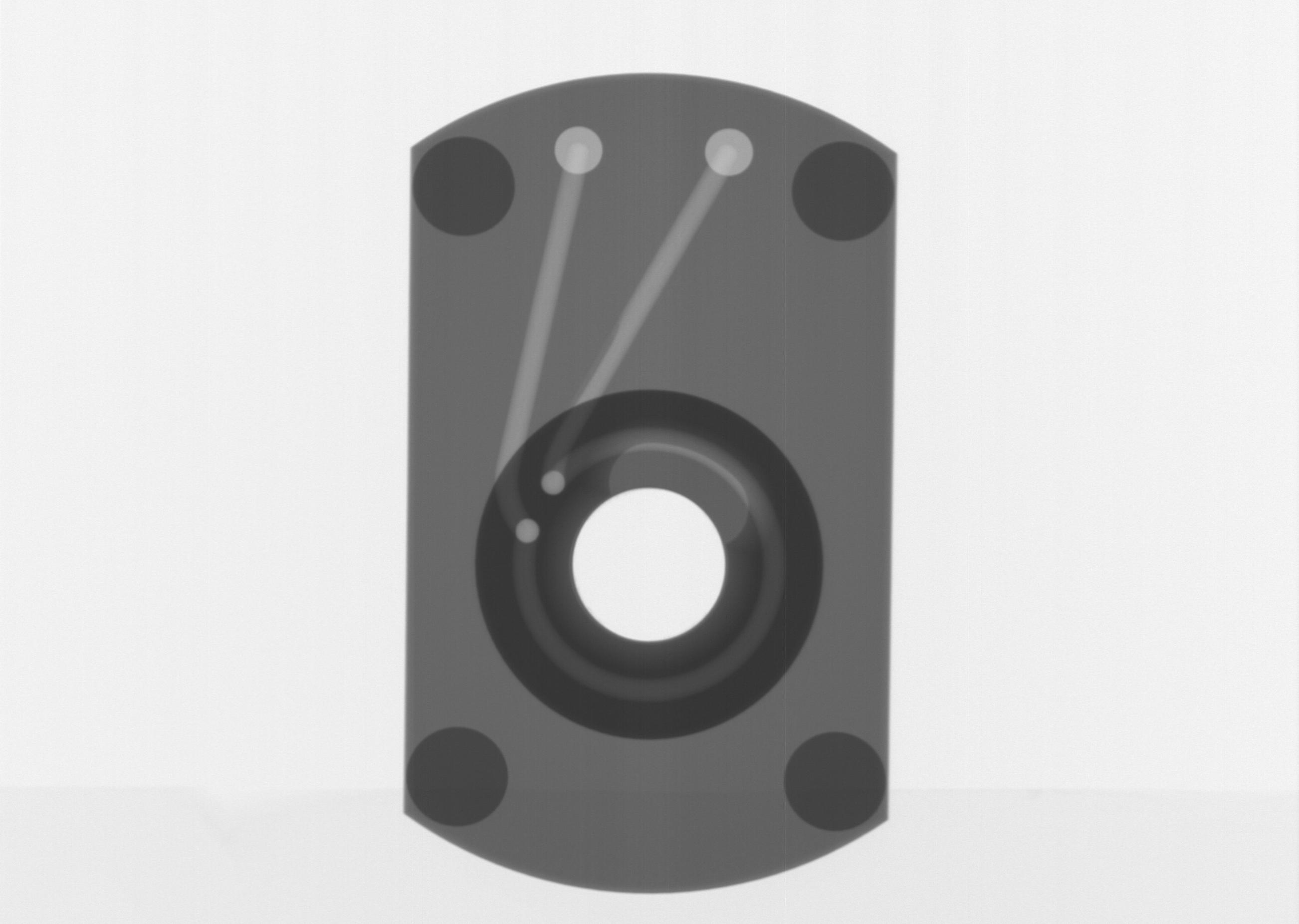
CT felvétel a szerszám betétekről.
Az épített alkatrészek mechanikai tulajdonságai:
|
MaragingSteel MS1 |
Hőkezelés nélkül |
Hőkezelt |
|
Folyáshatás (Mpa) |
1000 |
1900 |
|
Szakítószilárdás (Mpa) |
1100 |
2000 |
|
Szakadási nyúlás (%) |
8 |
2 |
|
Keménység (HRC) |
33-41 |
50-56 |
-
StainlessSteel PH1
Rozsdamentes fémpor prototípus- és funkcionális alkatrészek gyártásához.
Az épített alkatrészek mechanikai tulajdonságai:
|
StainlessSteel PH1 |
Hőkezelés nélkül |
Hőkezelt |
|
Folyáshatás (Mpa) |
1050 |
1170 |
|
Szakítószilárdás (Mpa) |
1150 |
1310 |
|
Szakadási nyúlás (%) |
16 |
12 |
|
Keménység (HRC) |
30-35 |
min. 40 |
-
CobaltChrome MP1
-
CoCrMo szuperötvözet prototípus gyártásra és különleges alkalmazásokhoz
-
építés utáni szakító szilárdság: 1400 Mpa
-
nagy szilárdáságú, hő és korrózió álló
-
biokompatibilis (Ni max. 0,1%)
-
alkalmazási területek
-
magas hőmérsékletű mérnöki alaklmazások
-
orvosi implantátumok
-
fogorvosi eszközök, implantátumok
-
-
Az SLS bemutatása letölthető PDF formátumban is (SZE Kutatási Katalógus).
Látogasson el új honlapunkra, ahol még több részletet tudhat meg a DMLS technológiáról, laborunkról, munkáinkról vagy vegye fel a kapcsolatot valamelyik kollégánkkal, akik készséggel állnak a rendelkezésére! www.metalprinting.hu